耗材寿命问题
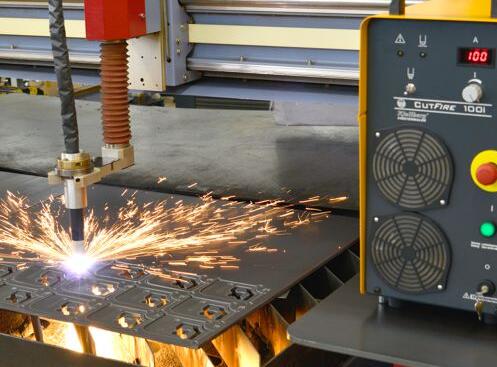
在等离子切割中问题就是消耗件寿命短的问题。这个问题让制造厂家的成本增加,不仅是消耗件的成本,还有由于更换消耗件及解决问题而降低了加工时间。大部分的厂家记录消耗件的寿命是基于穿孔次数,起弧时间,或加工板材的数量。操作员工一般是*个知道消耗件寿命没有像期望的那样长的。这里有一些方法可以帮助操作员工或**员解决消耗件寿命短的问题。
警告!在操作或修理等离子设备之前,请务必阅读安全操作手册。
症状:电极和喷嘴提前消耗,会导致切割品质降低,穿孔失败,或在切割途中突然断弧。
背景:电极接的是来自电源的负极直流电。它的本体是铜材料构成,头部含有放射性元素铪或钨材料,在高熔点的情况下,起到起弧的作用。这些放射性元素会在等离子弧的高温,高速下会慢慢消耗掉。由于正常的损耗,会在电极的端部形成一个凹坑,每一次损耗只相当于几千份之一英寸,凹陷的深度是 0.04”到 0.125”。当端部凹的太深,起弧只能依靠铜的本体来完成。当电极不能点火,并产生弧束时,就证明电极已经损耗完,需要更换新的了。
喷嘴用来聚集等离子弧束。喷嘴里的孔是相当圆的,且是同心的。孔的直径和长度很关键:对于孔口的任何损坏,都会影响弧的形状。因此,会影响切割品质。等离子弧通过喷嘴时,不会碰到喷嘴壁,因为等离子壁由涡流气保护。如果弧真的碰到喷嘴壁,将会融化部分金属。正常地,喷嘴的损耗是在孔口形成很小的锥状,或孔径扩大。铪氧化物附在喷嘴内壁会破坏气流。喷嘴的损耗是:产生的弧不再直,及切割面不光洁。
正常的消耗件的寿命对于空气和氧等离子系统是 1-2 小时开弧时间,和几百次穿孔。有几个系统一套耗材可以达到 1000 次或以上穿孔。
问题解决:
解决消耗件寿命的*步是,彻底检查消耗件,判断能否再用。通常,我们目测判断耗材损耗的原因,这里有三种可能情况:
情况一:电极损耗/喷嘴损耗
如果检查耗材,发现电极和喷嘴都严重损耗了,这可能是电极导致的喷嘴损耗。因为电极产生的等离子弧经过喷嘴,产生的熔融物会进入喷嘴,长期这样,所有的消耗件都会损坏。
如果电极的凹坑比较深,铜本体由于过热,颜色变成蓝色,黑色。可能的原因是冷却流动的速度过慢。严重的情况下,电极端部会被熔化掉。检查冷却介质的流动速率。检查水冷割枪的冷却流速是用一个水桶测试回到冷却水箱。如果跟规格不一样,检查水泵问题,水管有无扭结,漏水,过滤装置有无堵塞,或其它问题。气冷割枪,检查气体流动是否过慢。
如果电极端面有小的麻点,而喷嘴的内侧也有损坏,就是气流低的缘故。气流低的情况下,弧线在喷嘴和电极之间无法控制。检查到割枪的气流速率。*好的方式是用一个流量计(0-400cfh)和气管放在割枪的出气口,用系统进行测试。如果不行,快速检查的方法是仅在等离子气打开的时候,感受割枪出气口的气体流动。你应该可以感觉到涡流气体实际上是有吸力的。
如果电极表面有黑色残渣,检查气体纯度。快速的方法是:纸巾测试法。放一张干净的纸巾在割枪下面,通过系统,割枪进行吹气。在纸上应该没有水分或污染物。
情况二:电极好的/喷嘴坏的
如果电极几乎是新的,而喷嘴是坏的,*可能的原因是喷嘴出现双弧线。如果等离子弧接触到喷嘴,会溶化喷嘴口的铜材料,这样情况就会发生了。
喷嘴内侧的损坏如沟槽或穿孔,表明等离子的压力过低。这样,等离子弧能接触到喷嘴。通过增压装置检查气路是否漏气,用肥皂水检查所有装置。
喷嘴外部损坏经常是割枪到切割工件的高度问题。**先,检查穿孔高度,应该是切割高度的 2 倍,以避免飞溅的熔渣。穿孔太低,是喷嘴损坏的*原因。检查适当的割枪高度控制。如果在穿孔的时候,割枪碰到板,或在切割的时候,割枪碰板,喷嘴很快会坏掉。
如果喷嘴看起来热,变色,变成蓝色或黑色,检查保护气路。保护气路帮助冷却喷嘴,并保护割枪前端。
情况三:电极坏的/喷嘴好的
如果喷嘴是好的,电极有深的同心的凹坑,等离子气体流速可能太高。如果涡流气太大,材料消耗越快。这导致电极快速磨损。检查等离子气体流量。
情况四:如果消耗件看起来是新的,而割枪不能起弧,新耗材可以起弧,问题就不是消耗件寿命问题,这是强制起弧。经常,好电极和好的喷嘴会因为起弧失败而损坏。强制起弧,是由于等离子气压过大造成的。经常地,我们在割枪起弧的时候,会听到噼啪声。
文章来源: http://www.kswestern.cn/ 昆山维思机器有限公司 德国
等离子电源,美国universal
激光雕刻机中国总代理。