许多制造公司花了大量的时间和金钱用于返工因等离子切割导致的挂渣和尺寸不准问题。许多切割品质是由于切割机的机械部分和电器部分因老化或维护不够造成的。其它的跟等离子加工工艺有关。切割相同品质的产品,有很多的因素决定的,等离子操作员工如何开始解决切割品质问题呢?这里,我们讨论在等离子切割过程中影响切割品质的几个关键的工艺变量。很好的控制这些变量,操作员工消除在切割过程中产生的尺寸问题。这就很好的节约了二次加工的成本问题,同时还有废料的浪费。
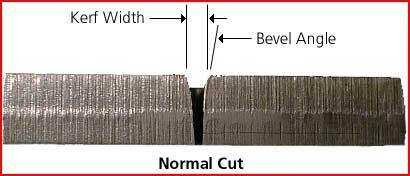
图片 1 是等离子在切割后的视图,同时也反映了影响切割品质的几个因素。影响工件尺寸的*主要的两个因素是:割缝宽度和坡口角度。
许多制造公司花了大量的时间和金钱用于返工因等离子切割导致的挂渣和尺寸不准问题。许多切割品质是由于切割机的机械部分和电器部分因老化或维护不够造成的。其它的跟等离子加工工艺有关。切割相同品质的产品,有很多的因素决定的,等离子操作员工如何开始解决切割品质问题呢?这里,我们讨论在等离子切割过程中影响切割品质的几个关键的工艺变量。很好的控制这些变量,操作员工可以*小,甚至可以消除在切割过程中产生的尺寸问题。这就很好的节约了二次加工的成本问题,同时还有废料的浪费。
图片 1 是等离子在切割后的视图,同时也反映了影响切割品质的几个因素。影响工件尺寸的*主要的两个因素是:割缝宽度和坡口角度。枪太低(弧压过低),不适当的电流,气流过大,或流速过快。这些变量导致等离子弧束变细,割缝变窄。不正确(大)的割缝补偿,将会导致工件尺寸变大。
坡口角度就是切割边的角度。切割边是 0°坡口,表明切割边是直的,垂直于切割的板材。大部分等离子割枪采用顺时针涡流气循环方向,朝着割枪移动的方向看过去,切割割缝的右手边是直的。对于传统的等离子割枪而言,典型的坡口角度是好的一边是 1-3 度,而差的一边是 3-8 度。高精度等离子系统现在可以进一步降低坡口角度。尽管坡口角度对于等离子而言,是不可避免的,因为等离子弧从割枪喷嘴出来,形状会发生变化。但,可以有方法将坡口角度降低小。坡口角度大于 5 度,可能是与等离子系统机械参数有关。
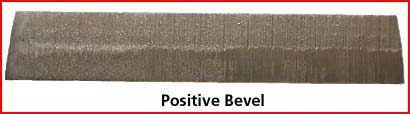
(过多)正向坡口(工件上部小与下部)。这个问题可能是喷嘴损耗,割枪过高(弧压过大),电流不准,或速度过快造成的。所有这些变量使等离子弧滞后,导致工件的上部比下部有更多的能量。结果,割缝在上部较宽,而下部较窄。切割方向的不准确,也会导致正向坡口的角度的增大。在正向切割时,由于速度过快,在底边的一周可能也会有很硬的,球形的挂渣。
反向坡口(工件底部小于上部,过切)。这个问题可能是由于割枪过低(弧压过低),电流不准,或速度过低早成的。这些变量能让等离子弧在工件底部移除更多的材料,导致底部尺寸小于顶部。经常的,在工件的反向坡口的一周,会有由于速度过低而留有挂渣。

不规则坡口(正向,反向坡口在同一个工件上)。这个问题经常是喷嘴损坏,割枪不垂直,或电极、喷嘴不同心造成的。这些变量导致等离子弧在切割工件时,不是直线通过。经常,方形工件的一边是正向坡口,而另一边则是反向坡口。在交叉截面看起来是平行四边形,而不是矩形。有时候,切割表面可能不平,而是一边是凹下去,另一边是凸出来。这些迹象都表明消耗件已磨损,或消耗件不同心。
 以下五条建议将会帮助等离子操作员工改进尺寸不准问题。
以下五条建议将会帮助等离子操作员工改进尺寸不准问题。
1, 根据设置要求,调节等离子系统参数。
2, 设置割缝补偿到正确的值。
3, 检查割枪与板材的垂直度。
4, 检查切割速度与弧压,在耗材有损耗的情况下做轻微的调整。
5, 在切割休息的时候,检查消耗件,在切割质量降低之前,更换耗材。
文章来源: http://www.kswestern.cn/ 昆山维思机器有限公司 德国
凯尔贝等离子电源,美国universal
激光雕刻机中国总代理。