低碳钢切割厚度60mm,50mm穿孔切割选择什么切割机?
低碳钢切割厚度60mm,50mm穿孔切割**先凯尔贝的SF400电源。
凯尔贝的SF400电源的具体参数:
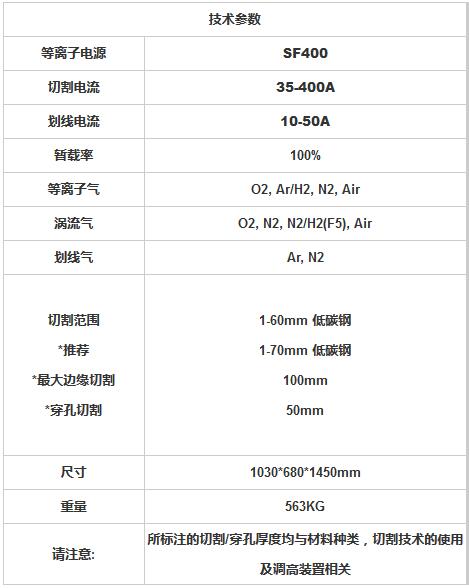
.
低碳钢(mild steel)为碳含量低于0.25%的碳素钢,因其强度低、硬度低而软,故又称软钢。它包括大部分普通碳素结构钢和一部分优质碳素结构钢,大多不经热处理用于工程结构件,有的经渗碳和其他热处理用于要求耐磨的机械零件。低碳钢退火组织为铁素体和少量珠光体,其强度和硬度较低,塑性和韧性较好。因此,其冷成形性良好,可采用卷边、折弯、冲压等方法进行冷成形。这种钢还具有良好的焊接性。含碳量从0.10%至0.30%低碳钢易于接受各种加工如锻造,焊接和切削, 常用於制造链条, 铆钉, 螺栓, 轴等。低碳钢由于强度较低,使用受到限制。适当增加碳钢中锰含量,并加入微量钒、钛、铌等合金元素,可大大提高钢的强度。若降低钢中碳含量并加入少量铝、少量硼和碳化物形成元素,则可得到超低碳贝氏体组够其强度很高,并保持较好的塑性和韧性。
等离子切割低碳钢技巧方面:
1、切割应从边缘开始。尽可能从边缘开始切割,而不要穿孔切割。采用边缘作为起始点会延长消耗件的寿命,正确的方法是将喷嘴直接对准工件边缘后再启动等离子弧。
2、减少不必要的“起弧(或导弧)”时间。起弧时喷嘴和电极的消耗都非常快,在开始前,应将割炬放在切割金属行走距离内。
3、尽量保持割炬和消耗件清洁。在割炬和消耗件上的任何脏物都会极大地影响等离子系统的功能。更换消耗件时要将其放在干净的绒布上,要经常检查割炬的连接罗纹,用过氧化氢类清洁剂清洗电极接触面和喷嘴。
4、采用合理的切距。按照使用说明书的要求,采用合理的切距,切距即切割喷嘴与工件表面的距离,当穿孔时,尽量采用正常切距的2倍距离或采用等离子弧所能传递的*大高度(关注微信公众号:材料科学与工程)。
5、穿孔厚度应在机器系统的允许范围内。切割机不能在超过工作厚度的钢板上穿孔,通常的穿孔厚度为正常切割厚度的1/2。
6、喷嘴不要过载使用。让喷嘴过载(即超过喷嘴的工作电流),将使喷嘴很快损坏。电流强度应为喷嘴的工作电流的95%为宜。例如:100A的喷嘴的电流强度应设定为95A。
文章来源: http://www.kswestern.cn/ 昆山维思机器有限公司 德国凯尔贝
等离子电源,
等离子切割。